销售热线:13863581066 0635-8686091
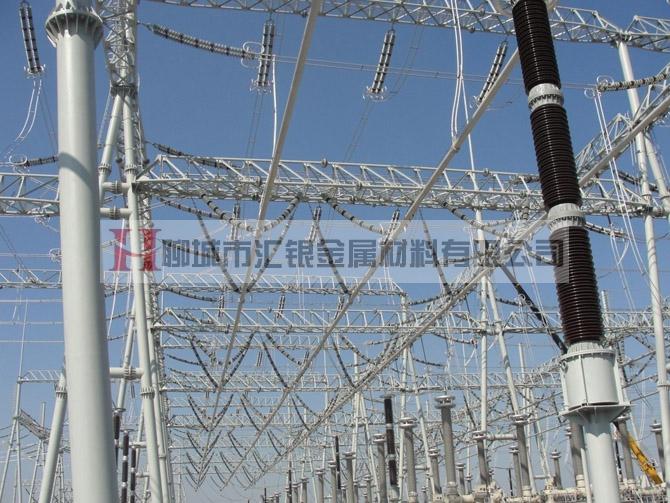
铝管形母线
铝管形母线的技术要求:
1) 管口平整,且与轴线垂直。
2) 管母线长度偏差为正误差:+15~+25mm
3) 管母线允许有不影响外径尺寸的矫直螺旋痕,其深度不超过0.5mm
4) 管母线弯曲度:m/L<2.0mm
5) 管母与其配套的衬管的间距不大于0.5mm并能保证安装需要。
6) 母线表面光洁平整,无有裂纹、折皱、夹杂物及变形和扭曲现象。
7) 管母材质采用6063G系列,状态:T6。
8) 弹性模量值以控制其安装后的挠度值在规定范围内。

铝管形母线遵循的技术标准
GB/T 3190-2008 《变形铝及铝合金化学成分》
GB/T 4436-1996 《铝及铝合金管材外形尺寸及允许偏差》
GB/T 4437.1-2000 《铝及铝合金热挤压管 第1部分:无缝圆管》
GB6983 《工业用铝及铝合金拉(扎)制管》
GB228 《金属拉伸试验方法》
GB/T6893-2000 《铝及铝合金拉(轧)制无缝管》
GB/T4437.1-2000 《铝及铝合金外形尺寸及允许偏差(挤压无缝)》
GB/T4437.2-2001 《铝及铝合金外形尺寸及允许偏差(挤压有缝)》
GB/T3048.2-2007 《电线电缆电性能试验方法、金属导体电阻率材料试验》
YS/T454-2003 《铝及铝合金导体》
Q/XH01-2008 《铝及铝合金管型导体》
GBJ149-90 《电气装置安装工程母线装置施工及验收规范》
包装、标志、运输、贮存:GB/T3199—2007《铝及铝合金加工产品包装、标志、运输、贮存》铝管形母线的焊接
6063(6063G)铝镁合金管母线 3A21(LF21)铝锰合金管母线 LDRE(6R05)铝镁硅合金管母线的焊接。
管型导体一般采用焊接后架空安装(铝及铝合金管焊接方式类似),架空后管型导体采用专用的管母线金具固定,由于焊接后接头处的强度有所降低(国标要求为木材的62%),为避免架空后接头处再使用中发生弯曲,接头处内部应用衬管进行加固,两架空支柱之间焊接头不应多于两个,常用铝及铝合金焊接方法如下:
氩弧焊(MIG焊接),氩弧焊接是在氩气保护下,用交流或直流焊接电源,通过难熔的钨作为不熔化电极,使它与工件产生电弧,以熔化填充材料和工件接口进行焊接,与电焊相比,它的优点是热量集中,电弧稳定,熔化金属既能得到氩气的良好保护,避免氧化,又能将熔化的金属表面的氧化膜通过氩弧予以清除而不用焊药,因此既能获得缺陷较少又纯净的优质焊缝,又能较易掌握焊接技术且能进行全位置焊接。
6063G(6063)铝镁合金管母线选用焊接材料:铝镁焊丝(S331)
LDRE(6R05)铝镁硅合金管母线选用焊接材料:铝镁焊丝(S331)
6Z63耐热铝合金管母线选用焊接材料:铝镁焊丝(S331)
3A21(LF21)铝锰合金管母线选用焊接材料:铝锰焊丝(S321)